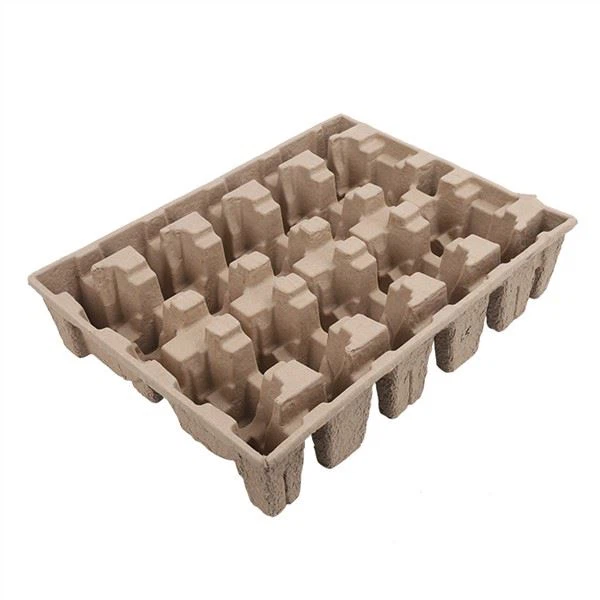
Existují dva typy na zakázku{0}}vyrobených zásobníků papíru, jeden je zásobník na papír lisovaný za sucha a druhý zásobník na papír lisovaný za mokra. Rozdíl mezi těmito dvěma typy je jasně definován. Mokré-zásobníky lisovaného papíru jsou na trhu velmi běžné obaly. V současné době se běžně používají bílé mokro{5}}lisované zásobníky papíru. Povrch mokrých-zásobníků lisovaného papíru je hladší a hladší a kvalita je výrazně lepší než u suchých-zásobníků lisovaného papíru. Jaký je tedy proces formování produktů ze zásobníků papíru přizpůsobených za mokra lisovaného papíru?
Proces tvarování za mokra lisovaných papírových podpůrných produktů:
1. Metoda vakuového sacího lisování: Je to metoda popularizace papírových-plastových výrobků. Podle jeho odlišné struktury existují tři způsoby: bubnový typ, překlápěcí typ a vratný typ zdvihu.
Typ rotačního bubnu: kontinuální rotační výroba, vysoká efektivita výroby, velké investice do skořepin forem, vysoká přesnost zpracování forem, vysoké technické požadavky na přesnost zpracování zařízení, jedna sada konkávních forem s osmi sadami konvexních forem. Pro zpracování formy je třeba použít numerické řízení, cyklus zpracování je dlouhý a investice jsou velké. Protože se jedná o kontinuální výrobu, je vhodný pro hromadnou výrobu stereotypních výrobků, jako jsou podnosy, jídelní podnosy, podnosy na vajíčka. Pro průmyslovou výrobu výlisků nelze použít z důvodu nestandardních, malých množství, malých sérií a velkých investic do forem.
Překlápěcí typ: nižší efektivita výroby než bubnový, vhodný pro středně sériovou a nestandardní -výrobu průmyslového lisování, ale protože se jedná o sadu konkávních forem se dvěma sadami konvexních forem, jsou vyžadovány CNC obráběcí formy, investice do skořepiny formy jsou velké a doba cyklu je dlouhá.
Typ s vratným zdvihem: Efektivita výroby je stejná jako u typu flip. V současnosti je to běžný způsob výroby. Vzhledem k tomu, že zařízení potřebuje pouze sadu konkávních forem, aby odpovídaly razníkům, a nepotřebuje CNC zpracování, je zvláště vhodné pro ne-standardní, malosériové a rychle cyklické průmyslové obalové produkty (cyklus výroby forem průmyslových obalových produktů je obvykle do 10 dnů)
2. Metoda injektáže: Podle různých produktů pro balení buničiny metoda vstřikování vypočítá požadované množství suspenze (materiálu) a kvantitativně ji vstříkne do tvarovací dutiny pro adsorpční tvarování. Tento způsob formování se jen málo přizpůsobuje změnám. Finalizované standardní produkty se běžně používají ve formách stolního nádobí. Vzhledem k tomu, že výpočet finalizace je obtížně uchopitelný, tato metoda formování se nepoužívá u ne-standardních papírových{5}}plastových obalů (průmyslové obaly).