1. Lámání a bití
Vložte odpadní papír nebo trávu-jako komerční papírovou lepenku do hydraulického rozvlákňovače a nechte je znovu rozdrtit na drť. Průmyslové obalové produkty se běžně používají při výrobě horizontálních hydraulických rozvlákňovačů a koncentrace buničiny během dezintegrace je 5 %-8 %. Jeho výhody hrají roli pouze v rozptýlení papírového vlákna, žádný řezný efekt, vysoká účinnost rozpadu, krátká doba rozpadu, menší spotřeba energie, jednoduchá struktura, malý půdorys a zvládne více příměsí a kovových nečistot Sběrový papír. Rozdrcená buničina padá do skladovací nádrže, upravuje vhodnou koncentraci a přečerpává ji do přerušovaného šlehače nebo kontinuálního rafinéru či rafineru ke šlehání, případně se drcená buničina drtí podle potřeby výroby. Po vysokokoncentračním čističi, dekonsolidátoru vláken a dvoukotoučovém zjemňovači se provede odstruskování, dekonstrukce a mletí a připravená kejda se vypustí do skladovací nádrže nebo do distribuční nádrže kejdy do pohotovostního režimu. Stupeň degradace tepování je obecně 28 stupňů -35 stupňů.
2. Připravte kaši
V procesu šlehání může být do nádrže na kejdu kvantitativně přidáno několik druhů surovin podle navrženého poměru kejdy a kejda může být dimenzována a může být přidáno malé množství funkčních přísad. Pokud je přidáno klížící činidlo pro zvýšení odolnosti papírového lisovaného výrobku proti pronikání kapaliny, použitým klížícím činidlem je obecně kalafuna, parafínový latex nebo kalafunové parafínové voskové lepidlo. Za zmínku stojí, že výrobek po přidání této přísady nelze nazvat ekologicky šetrnou papírovou podporou. V případě buničiny, která neslouží k lepení odpadového papíru, přidejte kalafunové lepidlo odpovídající 3 % absolutní suché hmotnosti vláken buničiny; pro lepené produkty sběrového papíru Pro buničinu by se mělo přidat 1,5%-2% kalafunové lepidlo. K buničině lze také přidat mastek jako plnivo, aby se dosáhlo vyšší retenční rychlosti suspenze. Vodná suspenze obsahující 20 % až 30 % mastkového plniva může být zpracována v mixéru při vysoké rychlosti po dobu 6 minut a poté zředěna vodou a přidána s chemickými pomocnými látkami. Zpracovává se dalších 5 minut, aby se vytvořila suspenze plniva, která se pak přidá do suspenze. Někteří výrobci také přidali do kaše malé množství oleje odpuzujícího, vodoodpudivého, prostředku pro zvýšení pevnosti za mokra a retenčního prostředku. V procesu rozvlákňování by se mělo přidat vhodné množství sítové vody nebo čisté vody, aby se upravila koncentrace nanášení buničiny na 1 % až 2 % pro výrobu lisovaných výrobků.
3. Lisování papíru
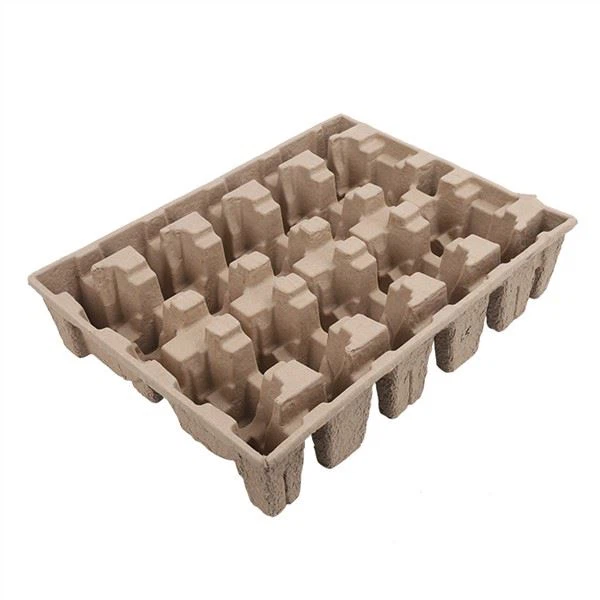
Tváření je klíčovým procesem ve výrobním procesu papírových zásobníků a hraje rozhodující roli v kvalitě, lámavosti, spotřebě energie při výrobě a efektivitě výroby papírových lisovaných výrobků. Podle principu dehydratace tvarovacího zařízení existují tři hlavní způsoby tvarování papírových táců: metoda vakuového tvarování a metoda hydraulického tvarování.
(1) Metoda vakuového tvarování je tvořena vakuovou sací filtrací. Formovací forma se vloží do roztoku buničiny o koncentraci asi 1% a dutina formy se odsaje, aby se vytvořil podtlak, a vlákna v buničině se rovnoměrně ukládají do tváření Na povrchu formy je při vakuovém odsávání odváděno velké množství vlhkosti. Když je dosaženo požadované tloušťky dílu, lisovací forma se vyjme z kaše za účelem vytlačování a dehydratace, dokud obsah vody dílu není 75%-80%, a poté se do dutiny formy zavede stlačený vzduch, aby se odformovala mokrá papírová forma. Tato metoda má vysokou efektivitu výroby a rovnoměrnou tloušťku produktu. Je vhodný pro výrobu tenkých dílů, které nejsou příliš hluboké, jako jsou papírové tácky na balení vajec, ovoce, nádobí, táckové krabice atd.
(2) Metoda hydraulického tváření využívá hydraulický tlak k vytvoření vyššího vytlačovacího tlaku prostřednictvím mechanických zařízení s hydraulickým pohonem. Jeho pracovním principem je vstřikování kvantitativního množství buničiny do lisovací dutiny a horní lisovací forma je stlačována dolů působením hydraulického tlaku, takže buničina je lisována na síťovanou formu ve formovací dutině a voda je vypouštěna ze spodního konce síťové formy. Díly jsou vyjmuty z formy vakuovou adsorpcí a přeneseny do dalšího procesu. Vzhledem k vysokému lisovacímu tlaku je tato metoda vhodná pro výrobu výrobků z mělkých pánví s vyšší plošnou hmotností a vyšší hustotou.